Victory Solutions
At Victory, we understand the importance of having experienced and skilled professionals to help plan and implement improvement plans.
Our team is comprised of full-time staff members as well as associates with expertise in: -
- Engineering
- Railways
- Food Processing
- Disinfection
- Heating
- Health Products
- Composite Bonding
- Dental
- Plastic Moulding
- Recycling
- Mould Elimination
- Water Purification
With our combined knowledge in these areas, you can rest assured that your project will be handled by knowledgeable individuals who have a deep understanding of the industry.
Select the headings below for more information

Infrared Industrial
Electric infrared technology is an excellent solution for eliminating bottle necks, increasing output, and reducing costs. By using electric infrared in shortwave, mediumwave and longwave spectrums, the equipment can be tailored to meet specific needs. This approach allows us to increase efficiency while also decreasing operating costs by optimizing production processes. Furthermore, with this technology we can reduce energy consumption while still providing high quality results that our customers expect from us.
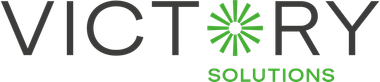
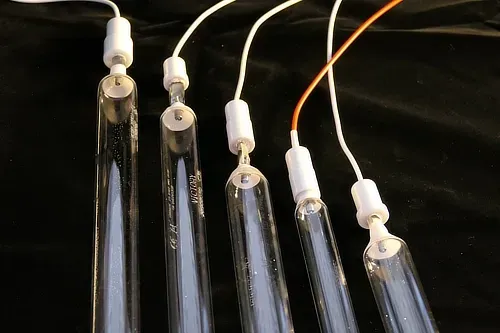
IR Emitters
Victory have a large range of infrared emitters for use in industrial systems.
We have the perfect solution for any system.
These include : -
Twin Tube
Contour Lamps
Tungsten
Nichel Chrome
Omega
Ceramic
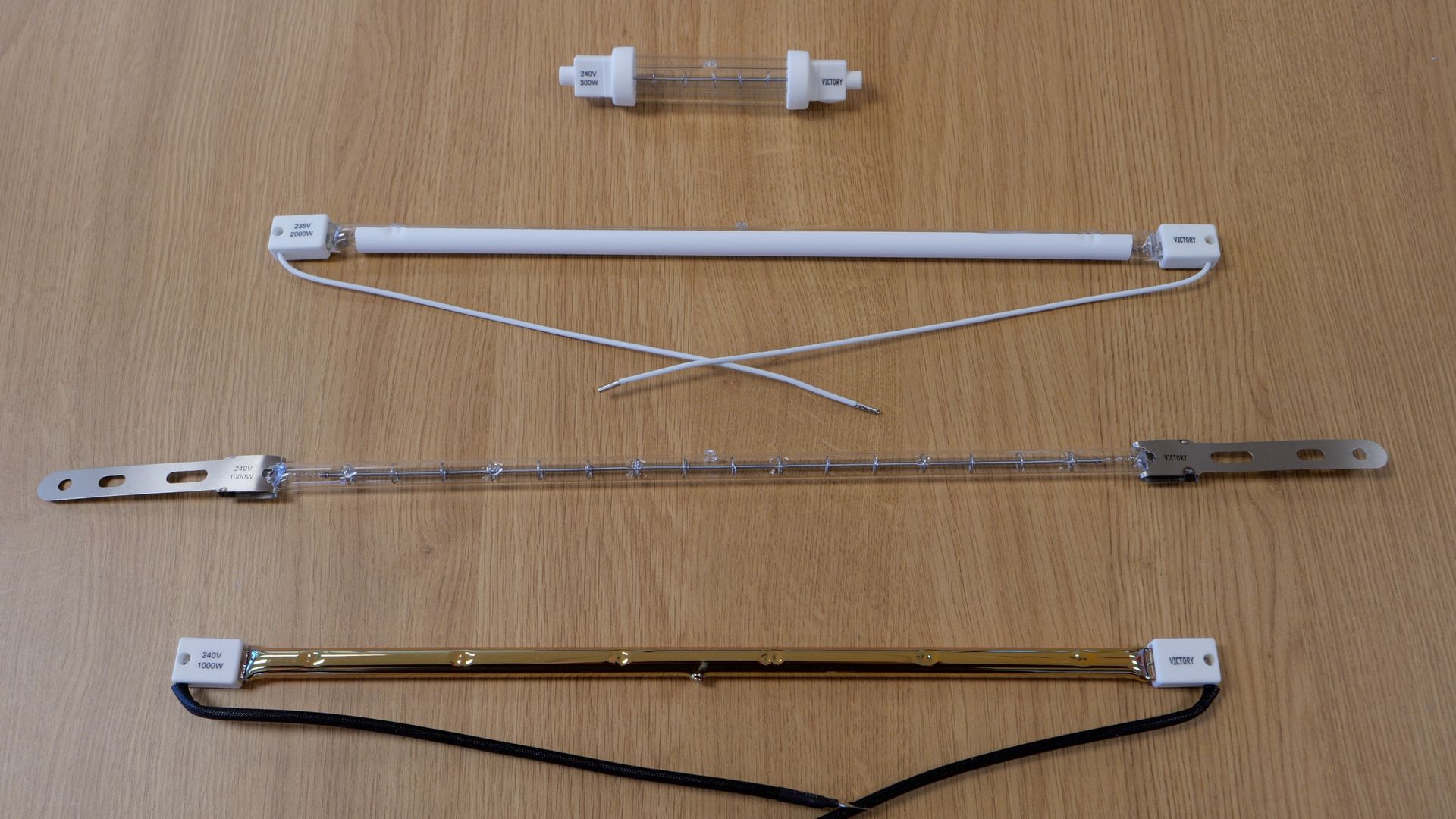
Dichroic Filters
At Victory, we have our own in house processing & design teams.
With a dichroic filter visible light, infrared & UV can be eliminated, for safety and improved performance.

Control Systems
We can supply a suitable controller to work with the system, to suit your needs.
These include: -
- Dimmers
- Controllers
- Sensors

Project Management
At Victory, we provide quick and low cost project management services performed by experts in their respective fields.
Our team of experts are holders of numerous patents, giving them the experience and knowledge to handle any project with precision and accuracy.
We guarantee that all projects will be completed on time, within budget and to the highest standards possible.
Telephone Victory today for a no obligation consultation with our expert team to discuss your requirements Telephone 01525 487960 or email sales@vl-industrial.co.uk

Food Processing
Infrared provides for a cleaner energy alternative to gas. In addition, it is cheaper to run and is more controllable. This makes it ideal for any food processing plant.
Infrared can be used for cooking & browning of food products, while UV is commonly used for disinfection

Production Facilities
Our Head Office, UK warehouse plus R&D Centre are based in Leighton Buzzard in Bedfordshire.
Our products are manufactured in the EU and Far East, providing high quality products with economical costs.
Installation
We can work with your Engineering Department or offer a turnkey solution if required.
UV Lamps & Systems
We can provide a range of UV solutions with either medium pressure or low pressure which is used for disinfection applications.
How Does Infrared Work

Manufacturers are looking for heat processes that are easy to control and provide instant heat.
Using infrared systems that use the correct controllers for the application, will meet this requirement.
How does infrared work!
IR lamps transmit infrared electromagnetic waves which create heat when they are absorbed by objects.
In this way, the infrared emitter does not have to be in direct contact with your product and can be placed a suitable distance away while still providing the heat required for your applications.
These infrared waves are not affected by airflow; therefore, a consistent level of heat is maintained regardless of external factors in the location of your machinery.
Each material substrate has its own absorption spectrum, this means that only the infrared at the correct wavelength is absorbed while incorrect wavelengths are either reflected or pass straight through the substrate.
Our Technical Department will work with you to ensure that the emitters we provide have the correct wavelength for the materials in your product to give the optimal heating requirement.
Infrared has the following benefits: - instant heat, more controllable, cheaper to run, are affected less by external factors.
Company News
